With the global generation of 1.5 billion End-of-Life Tires (ELTs) annually, tire recycling has become a critical field for resource circulation and environmental management. Tires are composed of natural rubber, synthetic rubber, steel wire (10–15%), fiber, and chemical additives. This composite structure provides excellent performance but also increases recycling difficulty.

The core objective of tire recycling is to convert waste tires into reusable materials or energy products through diversified technical pathways, transforming “solid waste” into “industrial raw materials” while meeting three key indicators:
Material recovery rate ≥ 98% (full recovery of steel, rubber, and carbon black)
Recycled material purity: fiber content in rubber powder ≤ 1%, metal residue ≤ 0.1%
Environmental emissions: VOCs ≤ 20 mg/m³, sulfides ≤ 5 mg/m³ (EU EEA standards)
Among 79 compliant enterprises domestically, 62% adopt integrated technical solutions, and intelligent production lines account for 38% (2024 data). The technical route has evolved from traditional mechanical processing to high-value material recovery and energy conversion.
Collection and classification distinguish passenger, truck, and OTR tires, selecting recyclable tires with wear ≤ 1.6 mm and no severe damage.
Tire inspection uses X-ray detection to check internal steel ring integrity and remove severely damaged tires, typically less than 3%.
Bead cutting and steel removal rely on hydraulic cutting machines to precisely remove the steel bead, achieving full recovery.
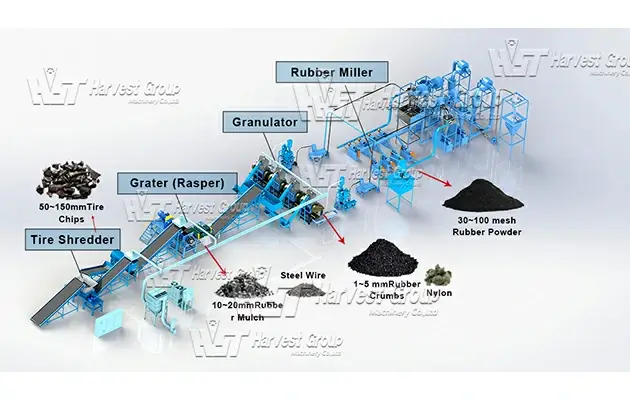
Pre-shredding uses dual-shaft shredders to reduce whole tires into 20–50 mm pieces for further processing.
Primary shredding uses low-speed, high-torque shredders to cut rubber into 50–100 mm pieces and release internal structures.
Steel separation is achieved through magnetic or mechanical systems, which is critical for improving product purity.
Refining and grading further reduce rubber to 10–20 mm granules and classify sizes using screening systems.
Multi-stage separation combines magnetic and air separation to remove residual metal and fiber, increasing purity above 95%.
Fine grinding produces rubber powder ranging from 30–120 mesh or finer, where smaller particle size results in higher value but requires more energy.
Product testing includes particle size analysis, metal residue detection, and mechanical property testing.
Environmental treatment uses desulfurization, denitrification, and activated carbon adsorption systems, with wastewater fully recycled to achieve zero discharge.
Packaging and storage use vacuum sealing to prevent moisture, with controlled environments below 25°C and humidity under 60%.
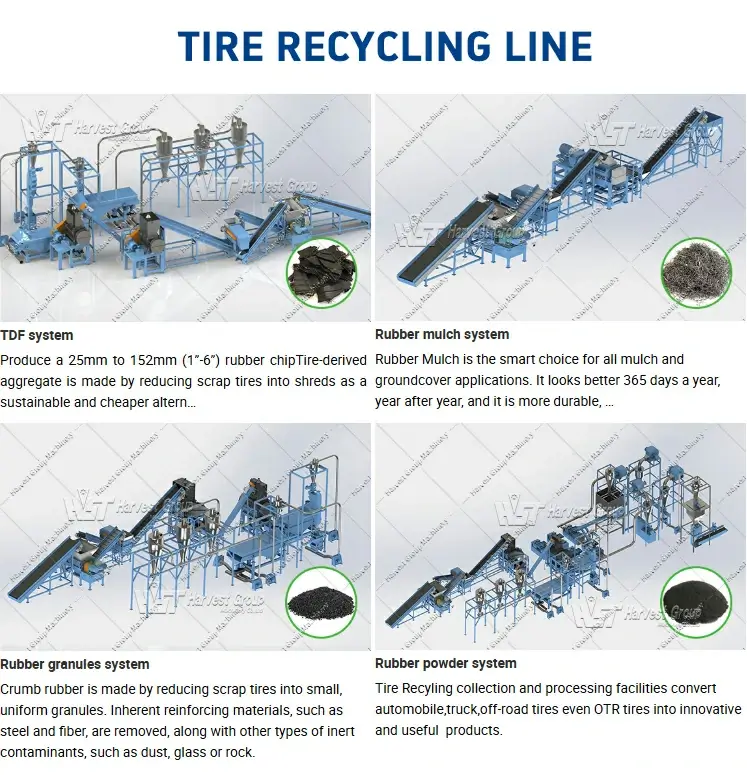
Mechanical recycling relies on cutting, tearing, and grinding under ambient conditions to reduce tire size and separate materials. It remains the most widely applied solution in the industry.
Key Tire Recycling Equipment and Parameters
| Equipment Level | Core Equipment | Technical Parameters | Function |
|---|---|---|---|
| Primary Processing | Hydraulic Bead Cutter | Blade hardness HRC60–62, cutting force ≥ 500 kN | Remove steel bead |
| Secondary Processing | Rotary Shear Shredder | Speed 20–40 rpm, torque 120–180 kN·m | Shred into ≤ 50 mm |
| Tertiary Processing | Roller Granulator | Roller diameter 600–800 mm, gap 0.5–2 mm | Produce 1–10 mm |
| Separation Equipment | Rare-earth Magnetic Separator | Magnetic strength ≥ 12000 Gs | Steel removal ≥ 99.8% |
Mechanical recycling offers stable processes, mature equipment, and suitability for continuous large-scale production. Energy consumption remains relatively controlled, and operating costs are low.
However, heat generation during processing may slightly degrade rubber properties. The particle surface tends to be rough, limiting high-end applications, and the product value remains moderate.

Cryogenic recycling uses liquid nitrogen to cool rubber to extremely low temperatures, making it brittle for efficient crushing and separation.
Comparison with Mechanical Grinding
| Dimension | Cryogenic | Mechanical |
|---|---|---|
| Purity | ≥ 99% | 95–97% |
| Shape | Smooth, spherical | Irregular |
| Tensile Strength | 16–18 MPa | 12–14 MPa |
| Energy Consumption | 380 kWh/t | 120 kWh/t |
| Cost | Higher | Lower |
| Application | High-end rubber | Asphalt, construction |
Cryogenic technology produces high-purity rubber with smooth particle surfaces, making it suitable for precision applications, although the energy consumption and operating costs are significantly higher.
Pyrolysis is a thermochemical recycling method conducted at 400–700°C in an oxygen-free environment, breaking down rubber into hydrocarbon mixtures.
Core Equipment
| Equipment | Parameters | Function |
|---|---|---|
| Rotary Kiln | Diameter 2.8–3.6 m, length 22–30 m | Reaction chamber |
| Quenching Tower | Cooling ≤ 80°C | Condense gases |
| Electrostatic Precipitator | Voltage 30–50 kV | Remove carbon dust |
Products and Applications
Pyrolysis oil accounts for 38–42% and can be refined into diesel and gasoline.
Combustible gas represents 10–15% and can be reused as fuel within the system.
Recovered carbon black accounts for 30–35% and can partially replace virgin carbon black after further processing.
Steel accounts for 10–15% and is recycled into the metallurgy industry.
Pyrolysis enables full resource recovery with high product value, but it requires significant investment and strict environmental control.

Devulcanization breaks sulfur crosslinks in rubber, restoring its plasticity and allowing reuse in high-end applications.
| Technology | Parameters | Advantages | Performance |
|---|---|---|---|
| Dynamic Devulcanization | 180–200°C, 3–4 MPa | Mature and cost-effective | 12–14 MPa |
| Microwave Devulcanization | 2.45 GHz | Lower emissions | 16–18 MPa |
| Bio-Enzyme Devulcanization | 55°C | Environmentally friendly | 15–17 MPa |
This technology is still evolving, with microwave and bio-based methods showing strong future potential.
Combining pyrolysis with mechanical recycling improves resource utilization.
Integrating cryogenic grinding with devulcanization enables high-end applications.
Intelligent systems using PLC control and real-time monitoring improve automation and stability.
| Criteria | Mechanical | Pyrolysis | Cryogenic | Devulcanization |
|---|---|---|---|---|
| Investment | Low | High | Medium | High |
| Operating Cost | Low | Medium | High | High |
| Product Value | Medium | High | Very High | Very High |
| Scale | Large | Very Large | Medium | Small |
| Maturity | ★★★★★ | ★★★★☆ | ★★★★☆ | ★★★☆☆ |
Large-scale recycling typically adopts combined pyrolysis and mechanical solutions to balance capacity and profitability.
High-end rubber products require cryogenic recycling combined with devulcanization.
Infrastructure applications mainly use mechanical recycling due to cost efficiency.
Small-scale customized production often relies on cryogenic processes.
Energy-focused projects commonly use pyrolysis technology.

Future development focuses on high-value products such as nano rubber and graphitized carbon black.
Low-carbon transformation includes bio-enzyme devulcanization and solar-assisted pyrolysis.
Smart manufacturing integrates AI optimization and digital monitoring systems.
Closed-loop recycling aims to achieve sustainable material reuse.
Key challenges include stabilizing recovered carbon black quality, reducing cryogenic costs, improving devulcanization efficiency, and enhancing separation performance while controlling environmental costs.
Customized solutions can be designed for capacities ranging from 3,000 to 200,000 tons per year, tailored to different product outputs such as rubber powder, carbon black, pyrolysis oil, or reclaimed rubber.
Technical support ensures compliance with EU EEA and international environmental standards.
Equipment selection services include comparison of global suppliers, localization strategies, and full lifecycle maintenance support.